Hochwertiger DIN353 HSS-Maschinengewindebohrer




Merkmale
1. Werkstoff: DIN 352-Gewindebohrer werden aus Schnellarbeitsstahl (HSS) gefertigt, der für seine hervorragende Härte und Verschleißfestigkeit bekannt ist. Dies ermöglicht effizientes Schneiden und eine lange Werkzeugstandzeit.
2. Gewindeprofile: DIN 352-Gewindebohrer sind mit verschiedenen Gewindeprofilen für diverse Gewindeanwendungen erhältlich. Gängige Gewindeprofile sind metrisch (M), Whitworth (BSW), Unified (UNC/UNF) und Rohrgewinde (BSP/NPT).
3. Gewindegrößen und Steigungen: DIN 352-Gewindebohrer sind in einer Vielzahl von Gewindegrößen und Steigungen erhältlich, um unterschiedlichen Anforderungen gerecht zu werden. Sie eignen sich zum Gewindeschneiden in verschiedenen Werkstoffen und können sowohl grobe als auch feine Gewindesteigungen verarbeiten.
4. Rechts- und Linksgewinde: DIN 352-Gewindebohrer sind sowohl in rechts- als auch in linksschneidender Ausführung erhältlich. Rechtsgewindebohrer dienen der Herstellung von Rechtsgewinden, Linksgewindebohrer der Herstellung von Linksgewinden.
5. Kegel-, Zwischen- und Grundgewindebohrer: DIN 352-Gewindebohrer sind in drei verschiedenen Ausführungen erhältlich – Kegel-, Zwischen- und Grundgewindebohrer. Kegelgewindebohrer haben einen flacheren Anlaufkegel und werden häufig zum Anbohren von Gewinden verwendet. Zwischengewindebohrer haben einen mittleren Kegel und werden für allgemeine Gewindeschneidanwendungen eingesetzt. Grundgewindebohrer haben einen sehr kleinen Kegel oder sind gerade und werden zum Gewindeschneiden nahe dem Grund eines Lochs oder zum Schneiden von Gewinden durch ein Sackloch verwendet.
6. Anfasung oder Einführungsprofil: Die Gewindebohrer können an der Vorderseite eine Anfasung oder ein Einführungsprofil aufweisen, um den Gewindeeingriff zu erleichtern und das Gewindebohren reibungslos in das Bohrloch zu führen. Die Anfasung trägt außerdem zur besseren Spanabfuhr beim Schneidvorgang bei.
7. Langlebigkeit: DIN352 HSS-Maschinengewindebohrer sind für den Dauereinsatz ausgelegt. Material und Fertigungsprozess gewährleisten eine hohe Langlebigkeit und ermöglichen mehrfache Verwendung vor dem Austausch.
8. Standardisiertes Design: Die DIN 352-Norm gewährleistet die Standardisierung der Abmessungen, Toleranzen und Geometrien dieser Gewindebohrer. Dies ermöglicht die Austauschbarkeit von Gewindebohrern verschiedener Hersteller und sorgt für gleichbleibende und zuverlässige Gewindeschneidergebnisse.
Details der Handzapfung


Fabrik

Spezifikationen
| Artikel | Spezifikation | Standard |
| HÄUFE | Gerade, geriffelte Handzapfhähne | ISO |
| DIN352 | ||
| DIN351 BSW/UNC/UNF | ||
| DIN2181 | ||
| Geradnut-Maschinengewindebohrer | DIN371/M | |
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| DIN2181/UNC/UNF | ||
| DIN2181/BSW | ||
| DIN2183/UNC/UNF | ||
| DIN2183/BSW | ||
| Spiralgenutete Gewindebohrer | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Spiralförmige Gewindebohrer | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Walzengewindebohrer/Formgewindebohrer | ||
| Rohrgewindebohrer | G/NPT/NPS/PT | |
| DIN5157 | ||
| DIN5156 | ||
| DIN353 | ||
| Gewindebohrer | DIN357 | |
| Kombiniertes Bohren und Gewindeschneiden | ||
| Gewindebohrer- und Schneideisensatz |
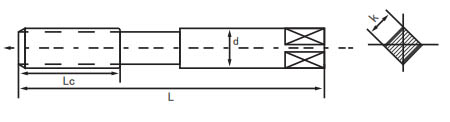
| Größe | L | Lc | d | k | Bodenloch | |||||
| M2*0,4 | 40,00 | 12.00 | 3,00 | 2,50 | 1,60 | |||||
| M2,5*0,45 | 44,00 | 14.00 | 3,00 | 2,50 | 2.10 | |||||
| M3*0,5 | 46,00 | 11.00 | 4,00 | 3.20 | 2,50 | |||||
| M4*0,7 | 52,00 | 13.00 | 5,00 | 4,00 | 3.30 | |||||
| M5*0,8 | 60,00 | 16.00 | 5,50 | 4,50 | 4.20 | |||||
| M6*1.0 | 62,00 | 19.00 | 6,00 | 4,50 | 5,00 | |||||
| M8*1,25 | 70,00 | 22.00 | 6.20 | 5,00 | 6,80 | |||||
| M10*1,5 | 75,00 | 24.00 | 7,00 | 5,50 | 8,50 | |||||
| M12*1,75 | 82,00 | 29,00 | 8,50 | 6,50 | 10.30 | |||||
-

Sechskant-gefräste M2-Spiralbohrer mit reduziertem Schaft und Titanbeschichtung
-

Kleines Sägeblatt aus Wolframstahl zum Schneiden von Edelstahl
-

Wolframkarbidfräser Typ M mit konischer Form und spitzem Ende
-

115-teiliges Set HSS-Zahlenbohrer und Buchstaben-Spiralbohrer in Metallbox
-
Schwarzoxid-geschmiedete HSS-Spiralbohrer in Standardlänge
-

Vollständig geschliffener HSS-Flugzeug-Spiralbohrer mit verlängerter Länge und schwarzer Oxidbeschichtung...